


随着电子设备的升级换代,散热器的种类越来越多, 有铝挤散热器,热管散热器,3D-VC散热器, 工艺程度越来越复杂, 散热效能越来越好, 但相应的成本提高了不少, 本文章介绍散热器中非常常见的skive fin 加工工艺, 让大家对此技术有所了解。
Skived Fin工艺又叫铲齿fin, 是一种独到的金属成型工艺,其设计来源于日本,此加工工艺是将一块金属一体成型加工成带有鳍片的散热器,这样散热器不因焊接而影响散热系数,使散热器的传导热阻达到此材料的最大值,
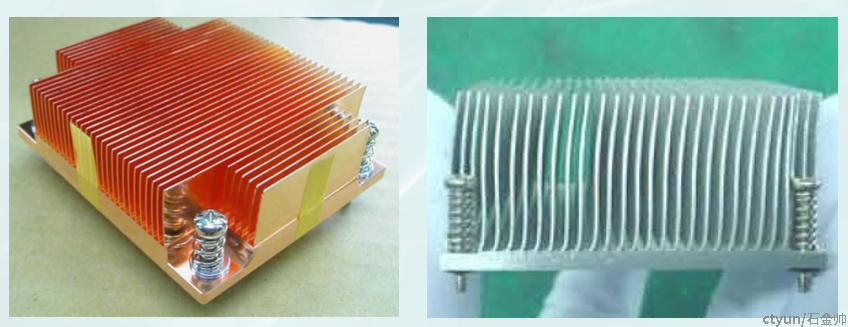
常见的skived fin散热片(左边为铜材质,右边为铝材质)
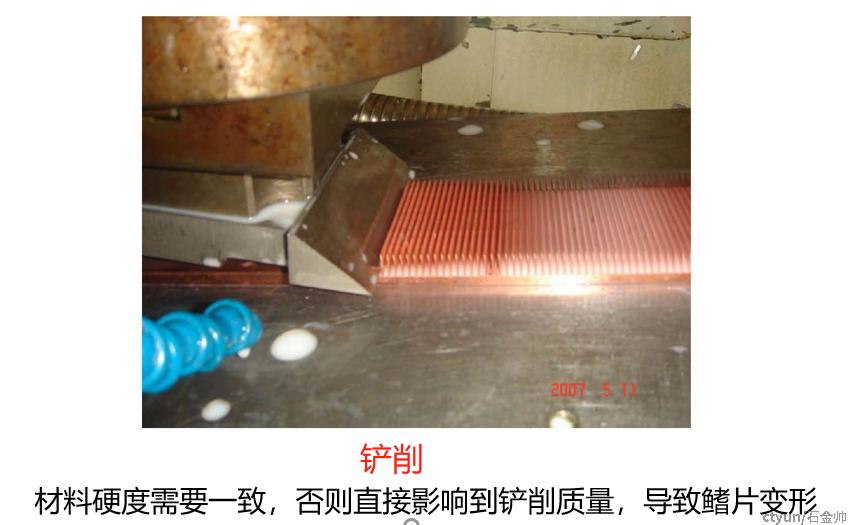
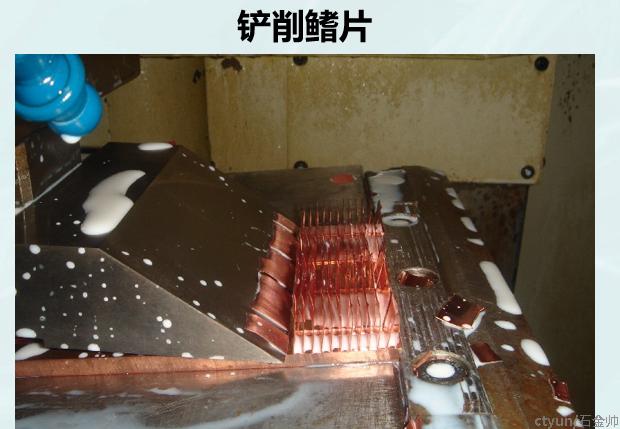
加工方法:利用精确控制的特殊刨床铲削出指定厚度的薄片或者是数控加工工艺, 再向上弯折为直立状态, 成为散热鳍片。
当然任何一种加工工艺都有其优缺点, skived fin加工工艺的优势是,1. 整体一体成型,在散热过程中不存在界面阻抗, 2, 鳍片的密度较大,能够获取更大的散热面积。 并且模具费用较小。 但其缺点也是较明显:比如制程工序多, 管控较困难, 尺寸大小有其限制, 产品单价较高, 不良率较高。
Skive fin加工工艺有其极限,下面介绍最常用的两种材料,铜和铝的加工能力

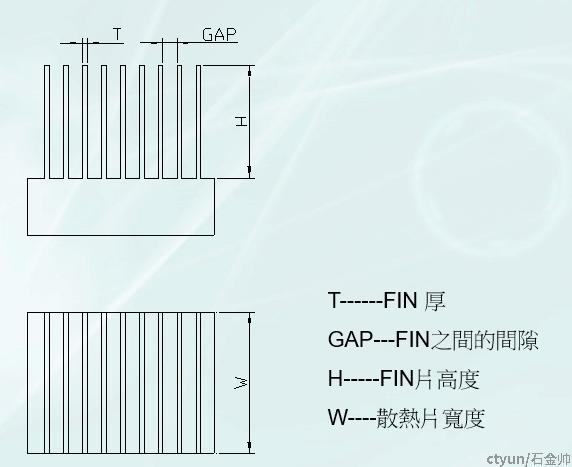
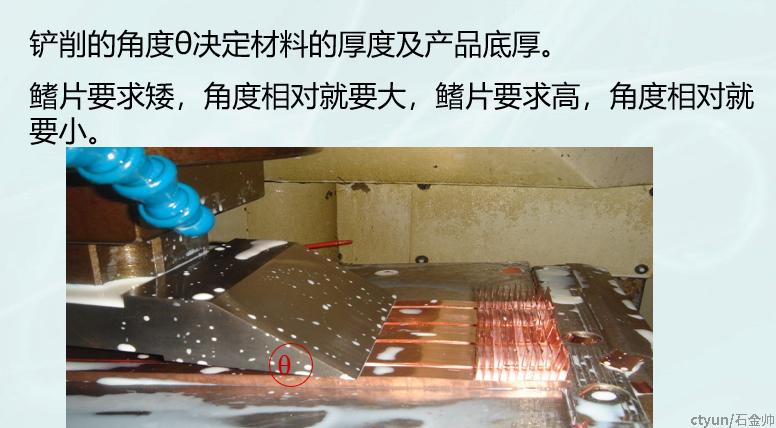
这里skived fin切削宽度极限会受Fin高度及材质的影响, Fin片太高在铲削时容易造成Fin片在挤型方向的变形, 同时
铜材和铝材因为它们铲削应力的不同也容易造成FIN片的变形.
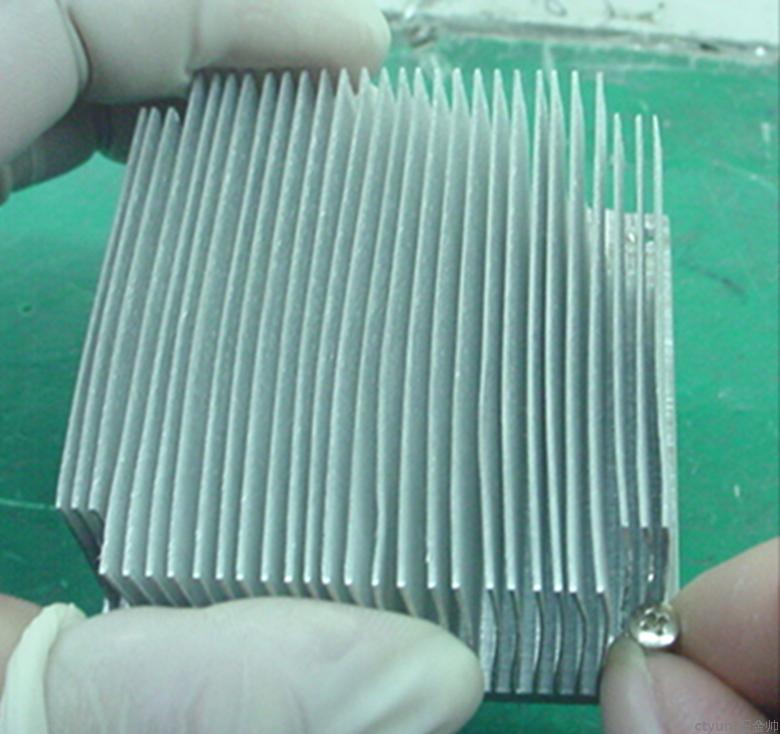
Fin片发生了轻微变形
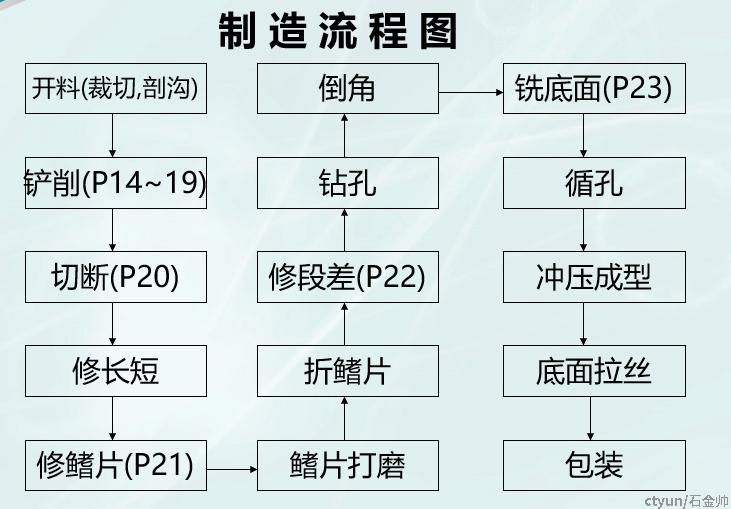
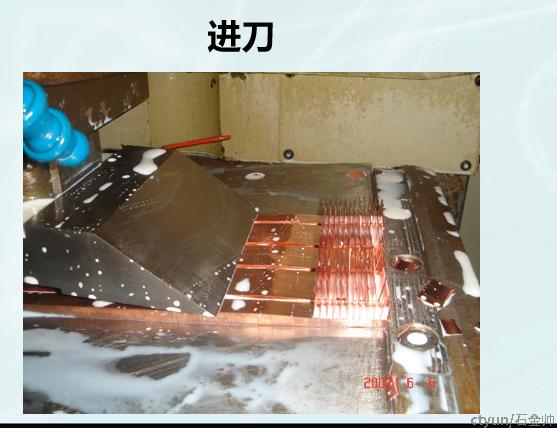
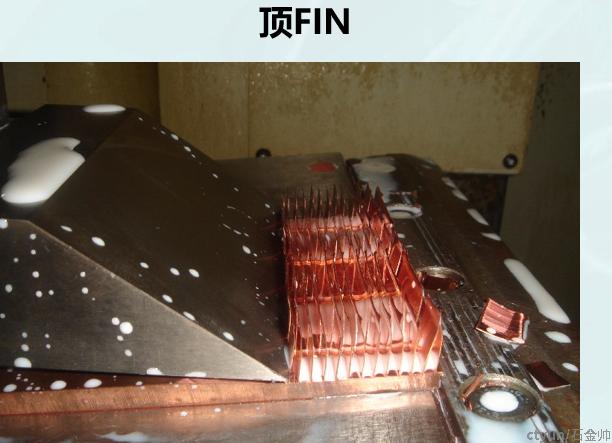
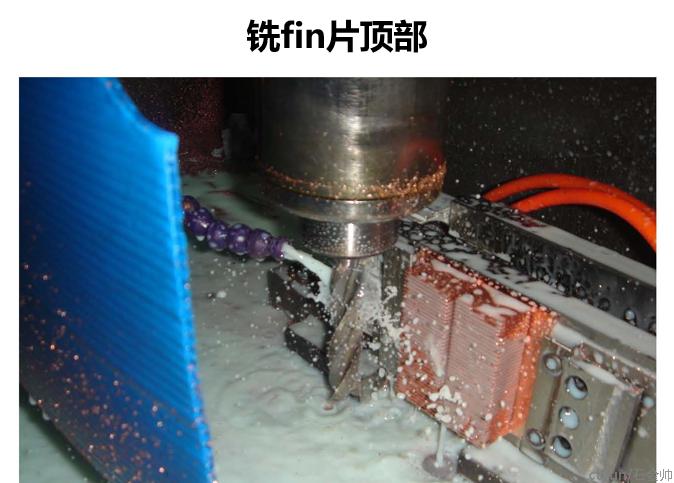
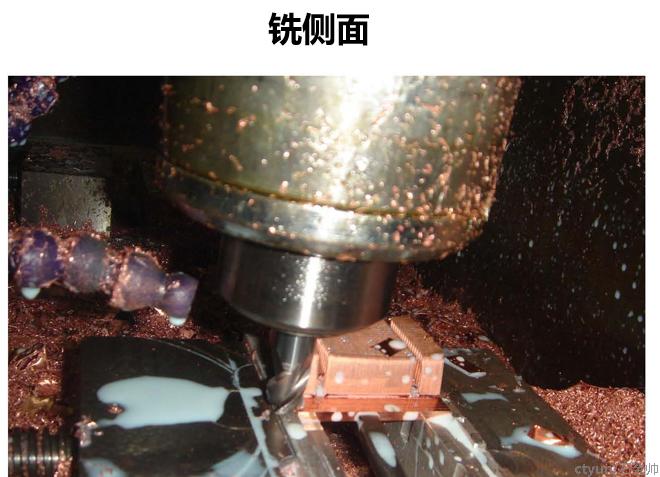
下面详细介绍一下Skived Fin的制造流程


以上就是skive fin的加工工艺, skived fin的加工工艺比较成熟, 适合用于小批量生产的应用场景,在工业上有很多的应用,下次碰到这种类型的
散热器,大家就知道这散热片是如何加工的了。
